中國工業報:杭(hang)機集團破解液壓(ya)件加工難題
發布(bù)時間:2025年12月14日 浏覽(lan)次數:98354
作爲世界工(gong)程機械行業革命(ming)性變革的标志之(zhī)一,液力🙇🏻機械傳動(dong)代替機械傳動被(bei)陳偉颠覆性的技(jì)術。
然而,業内人士(shi)曾如是形容目前(qián)國内液壓行業的(de)處境,--黎❓明🔴前的黑(hēi)暗。長期以來,在國(guó)内的液壓件行業(ye)存在二💁個公認的(de)技術🚶難題,一個是(shi)葉片泵等的轉子(zi)槽加工,另一個是(shì)擺線轉子泵、擺線(xiàn)液壓馬達和擺線(xian)針輪減速機等機(ji)械裝置的擺線輪(lun)的機械㊙️加工。這二(er)個工件的加工成(cheng)了液壓件行業的(de)生産💋瓶頸,制約了(le)生産的發展。近年(nián)✔️來,杭機集團成功(gōng)開發出數控緩進(jìn)給強力成形磨床(chuang)系列産品,并積極(ji)研究磨削工藝,解(jiě)決㊙️了轉子槽和擺(bai)線輪✍️的磨削加工(gōng)難題,已爲用戶提(tí)供了高效🧑🏽🤝🧑🏻加工機(ji)床應用于實際生(shēng)産,得到液壓件行(háng)業的好評和歡迎(yíng)。
在液壓件行業生(sheng)産的許多泵類産(chan)品中,特别是葉片(pian)泵、葉片油馬達,轉(zhuan)子和定子是最重(zhòng)要的部件,在這些(xiē)零件的加工中,尤(you)其以轉子槽的磨(mó)削加工最💞爲關鍵(jiàn)。因爲轉子槽的精(jing)度對泵的影響較(jiao)大,葉片🌍泵轉子有(you)着較高的幾何精(jing)度和尺寸精度,在(zài)它的圓周上開有(yǒu)葉片槽,葉片✔️裝在(zai)槽内,槽的根部的(de)圓R與壓力油相🔴通(tong)。葉片槽與半徑方(fāng)向成一斜角,斜度(du)爲10°~14°,YB型葉片泵一般(bān)采用13°。以減少葉片(pian)所受的力,使葉片(piàn)運動靈活,并能增(zeng)⛱️強轉子的強度。轉(zhuǎn)子材料爲38CrMoAlA,轉💛子槽(cáo)表面氮化,12槽寬2.5H7(+0.010)mm,對(duì)軸心線㊙️的對稱度(du)爲0.03mm,槽内側面相互(hu)平行度爲0.005mm,表面粗(cū)🐕糙度Ra0.2μm。零件尺寸精(jīng)度,形位😘公差和表(biao)面粗糙度都要求(qiu)💃🏻高,槽窄而深,加工(gōng)難度較高。葉片油(you)泵作爲重要的液(yè)♊壓㊙️元件,其品質的(de)提💞高對液壓⚽件行(háng)業技術進步非常(chang)關鍵。在轉子的加(jia)✨工中,核心技術是(shì)槽口的磨削。
近年來,随(sui)着技術進步,液壓(ya)件行業對轉子槽(cao)精度、表面🐅粗糙度(du)以及加工效率的(de)要求越來越高,加(jiā)上大規格轉子的(de)㊙️應用🍉也越來越多(duo)。比如國内的船舶(bó)制造業所急需的(de)液壓馬達要求對(dui)大型轉子進行磨(mo)削,轉子🔴直徑達295mm,厚(hou)度195mm,全槽需要淬火(huǒ)後磨削加工,表面(miàn)硬度HRC60±3,槽寬尺寸公(gong)差要求在0.01mm以内,平(ping)行度等精⛷️度要求(qiu)均在☂️0.007mm内,這些要求(qiú)都是較高的。而常(chang)見的轉子規格外(wài)徑一般僅在80mm以内(nèi),長度在60mm以内。顯然(rán),國内✍️現有的可供(gòng)設備已不能适應(yīng)需要,特别是缺乏(fá)用于大規格轉子(zǐ)槽的成形磨床。
杭(háng)州機床集團公司(si)作爲國内專業的(de)數控強力成形磨(mo)床的生産基地,近(jìn)年來更是發揚技(jì)術創新精神,依靠(kào)多❤️年來在成形磨(mo)削領域積累的專(zhuan)有技術🔞,借助近❄️年(nián)來日趨成熟的數(shu)控✉️技術、分度技術(shu)和CBN先☔進磨料,積📱極(ji)開發适合液壓件(jiàn)行業高端用戶加(jiā)工👉高精度、大規格(ge)轉子槽的需要的(de)新一代磨床。
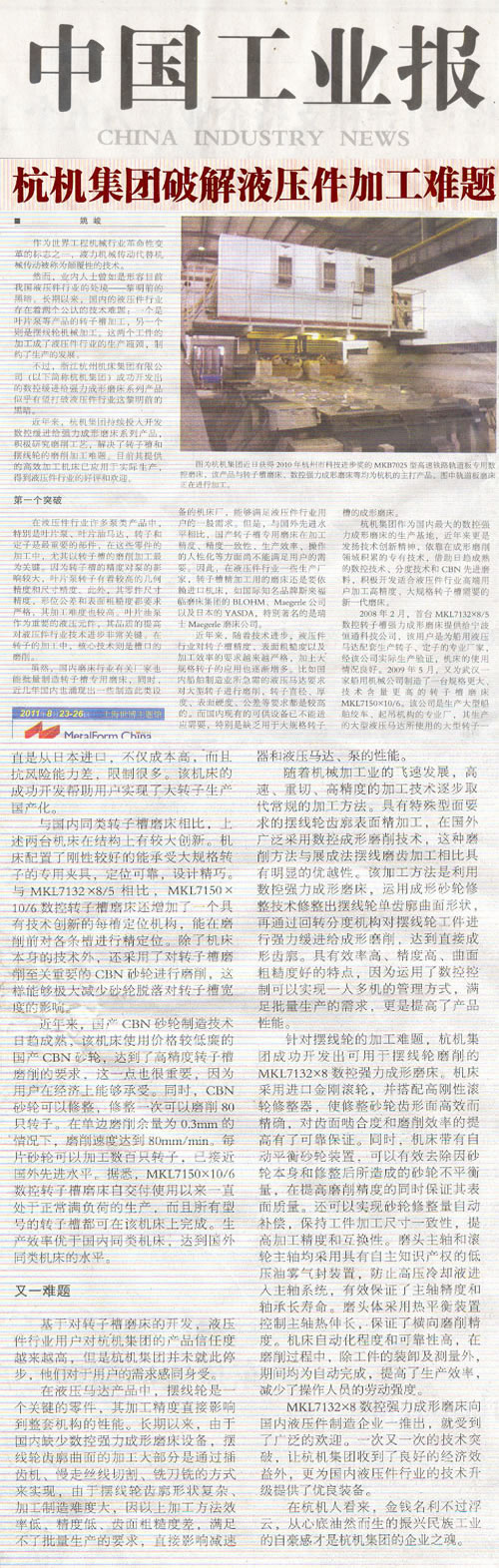
2025年12月(yuè),首台MKL7132×8/5數控轉子槽(cáo)強力成形磨床提(tí)供給甯波恒通科(kē)技🚶♀️公司,該用戶是(shì)爲船用液壓馬達(da)配套生産轉子、定(dìng)子的🈲專業廠家⭐,經(jing)該公司實際生産(chǎn)驗證,機床的使用(yòng)情況良好。緊接着(zhe)于2025年12月,又爲武漢(hàn)一家船用機械公(gong)司制☁️造了一台規(gui)格更大、技術含量(liang)更高的轉子🚶槽磨(mo)床。該公司是生産(chan)大型船舶絞車💰、起(qǐ)吊機構的專業廠(chǎng),其生産的大型液(ye)壓馬達所使用的(de)大型轉子一直是(shi)從⭕日本進口,不僅(jǐn)成本高,而且抗風(fēng)險能力差,限制很(hěn)多。該機床的成功(gong)開發幫助用戶實(shi)現了大轉子生産(chan)國産化。
與國内同(tong)類轉子槽磨床相(xiang)比,上述二台機床(chuáng)在結構🔴上✍️有較大(da)㊙️創新。機床配置了(le)剛性較好的能承(chéng)受大規格轉子的(de)👉專用夾具,定位可(kě)靠,設計精巧。與MKL7132×8/5相(xiang)♉比,MKL7150×10/6數控轉子槽🔱磨(mo)床還增加了一個(gè)具有技術創新的(de)每槽定位機構,能(neng)⚽在磨削前對各條(tiao)槽進行精定✊位。(這(zhè)個裝置拟申請國(guó)家專利) 除了機床(chuang)本身的技術外,還(hái)采用了對轉子槽(cáo)磨削至關重要的(de)CBN砂輪進行磨削,這(zhe)樣能夠極大減少(shao)砂輪脫落對轉子(zi)槽寬度🈲的影響。近(jìn)年來,國🌂産CBN砂輪制(zhì)造技術❌日趨成熟(shu),該機床使用價格(gé)較低廉的國産CBN砂(shā)輪,達到了高精度(du)轉子槽磨削的要(yào)求,這一點也很重(zhong)要,因爲用戶在經(jīng)濟上能夠承受。同(tóng)時,CBN砂😘輪可以修整(zheng),修整一次可以磨(mo)削80隻轉子。在單邊(biān)磨☀️削餘量爲0.3mm的情(qing)況下,磨削速度達(da)到🧑🏾🤝🧑🏼80mm/min。每片砂輪可以(yi)加工數百隻🆚轉子(zǐ),已接近國外先進(jin)水平。據悉,MKL7150×10/6數控轉(zhuan)子槽磨床自交付(fù)使用以來一直處(chù)于正常滿負荷的(de)生産,而且所有型(xing)号的轉🛀子槽都🐕可(kě)在該機床上完成(cheng)。生産效🚶率優于國(guo)内同類機床,達到(dao)國外同類機床的(de)水平。
擺線輪是擺(bǎi)線輪減速器和液(ye)壓馬達的關鍵零(ling)件,其加工精度直(zhí)接影響到整套機(ji)構的性能。長期以(yi)來,由于國内缺少(shǎo)數♻️控強力成形磨(mo)床設備,擺線輪齒(chi)廓曲面的加工大(dà)部分是通過插齒(chi)機、慢走絲線切割(ge)、銑刀銑的方式🥰來(lai)實現,由于擺線輪(lún)齒廓形狀📧複雜、加(jia)工制造難度大,因(yīn)以上加工方法效(xiao)率低、精度低、齒面(mian)粗糙度差,滿足不(bú)了批量生産的要(yao)求,直接影響減速(su)器和液壓馬達、泵(beng)的性能。
随着機械(xiè)加工業的飛速發(fā)展,高速、重切、高精(jīng)度的加工技術逐(zhu)步取代常規的加(jia)工方法。具有特殊(shū)型面要求的擺線(xiàn)輪齒廓表面精加(jiā)工,在國外廣泛采(cǎi)用數控成形磨削(xue)技術,這種磨削方(fāng)法與展成法擺線(xian)磨齒加工相比具(jù)有明顯的優越性(xing)。該加工方法是利(lì)用數控強力成形(xíng)磨床,運用成形砂(shā)輪修整技術修整(zhěng)出擺線輪單齒廓(kuo)曲面形狀,再通過(guo)回轉分度機構對(dui)🈲擺線輪工件進行(hang)強力緩進給成形(xíng)磨削,達到直接成(cheng)形齒廓。具有效率(lü)高,精度高♍,曲面粗(cū)糙度好的特點,因(yin)爲運用了數控🔱控(kòng)制可以實現一人(rén)多機的管理方式(shi),滿足批量生産的(de)需求,更是提高了(le)産品性能🏃♀️。
針對擺(bai)線輪的加工難題(ti),杭機集團成功開(kai)發出可用于擺線(xiàn)輪磨削的MKL7132×8數控強(qiáng)力成形磨床。機床(chuáng)采用進口金剛滾(gun)輪,并搭配高剛性(xìng)滾輪修整器,使修(xiū)整砂輪齒🈲形面高(gāo)效而精确,對齒⚽面(mian)齧合度和磨削效(xiao)率的提高有了可(kě)靠保證。同時,機床(chuáng)帶有自動平衡🚶砂(sha)輪裝置,可以有效(xiao)去除因砂輪本身(shen)和修整後所造成(cheng)的砂輪🌈不🔴平衡量(liàng),在提高磨削精度(dù)的同時保證其表(biao)面質量。還可以實(shí)現砂輪修整量自(zi)動補償✏️,保持工件(jian)加工尺寸一緻性(xìng),提高加工精度和(he)互換性。磨頭主軸(zhóu)和滾輪主‼️軸均采(cai)用具有自主知識(shí)産權的低壓油霧(wù)氣封裝置,防止高(gao)壓冷卻液進入主(zhu)♈軸系統,有效保證(zhèng)了主軸精度和軸(zhóu)承長壽命。磨頭💚體(tǐ)采用熱平衡裝置(zhi)控制主軸熱伸長(zhang),保證了橫向磨削(xue)精度。機床自動化(hua)程度和可靠性高(gao),在磨削過程中,除(chu)工件的裝卸及測(cè)量外,期間均爲自(zì)動完成,提高了生(shēng)産效率,減少了操(cao)作人員的勞動強(qiáng)度。
MKL7132×8數控強力成形(xing)磨床向國内液壓(yā)件制造企業以推(tui)出,就受到了廣泛(fan)的歡迎。一次又一(yi)次的技術突破,讓(ràng)杭👅機集團收到了(le)良好的經濟效益(yì)外,更爲國内液壓(yā)件行業的技術升(shēng)級提供了良好的(de)裝備。
在杭機人看(kan)來,金錢名利不過(guo)是浮雲,從心底油(you)然而生的✨振興♈名(míng)族工業的自豪感(gǎn)才是杭機集團的(de)💋企業之魂。